






伟迪生牌设备种类:
退火类
各种金属(水槽、洗手盆、拉升件)退火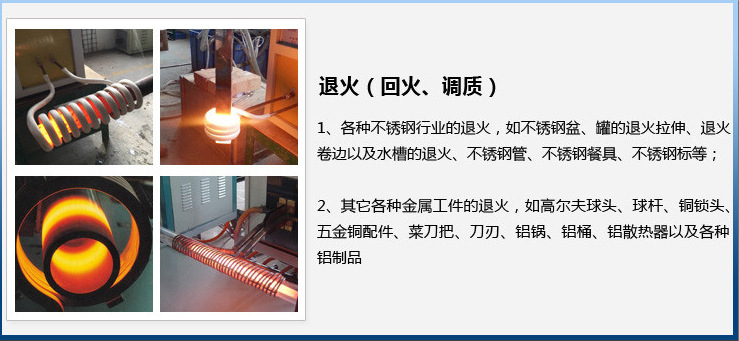
淬火类
1、各种齿轮、链轮、轴类的淬火;
2、各种半轴、板簧、拨叉、气门、摇臂、球头销等汽车、摩托车配件的
淬火。
3、各种内燃机配件、减速面配件的淬火;
4、机床行业的机床床面导轨的淬火处理(车床、铣床、刨床、冲床
等)。
5、各种钳子、刀剪、斧头、锤子等手工工具的淬火。

透热锻造类
1、各类标准件、紧固件、各种高强度螺栓、螺母的热镦;
2、直径800mm以内棒料的透热锻造;
3、机械零配件、五金工具、直柄麻花钻的热镦、热轧。

焊接类
1、各种金钢石复合片钻头的焊接;
2、各种硬质合金刀头、锯片的焊接;
3、各种截齿、钎头、钻杆、煤钻头、风钻头等矿山配件的焊接;

退火类
1、各种超音频感应加热设备或局部退火处理
2、各种不锈钢制品退火处理
3、金属材料加热退火、涨型
其它
1、铝塑管、电缆、电线的加热覆膜;
2、食品、饮料、制药行业使用的铝箔封口
3、金银首饰的焊接
4、贵重金属熔炼:熔炼金、银、铜等

选型常识
1、透热、焊接类超音频感应加热设备
频率15khz 左右,可透热φ80左右工作,可焊接多种硬质合金刀具
1、标准件,紧固件的热镦。
2、钎钢,钎具的回火、锻造,挤压等的加热。
3、金刚石锯片、钻具的焊接。
4、钎头、煤钻头、铆杆钻头、截齿的焊接 。
5、车刀、刨刀、铣刀和各种木工刀具的焊接。
2、淬火类超音频感应加热设备
频率在40KHZ 左右,小者可淬φ10左右高精度小轴,淬硬层保持1mm
以内,
大者可φ250直径大轴,也可淬φ500左右齿轮。
1、汽车配件、摩托车配件的淬火处理。
2、机械零件的热处理。如各种齿轮、链轮、各种轴、花键轴、销等的淬
火处理。
3、机床行业的机床面导 轨的淬火处理。
4、钳子、扳手、旋具、锤子、斧子等的热处理。
3、退火类超音频感应加热设备
(1)可对各种机械零件进行整体或具部退火处理。
(2)可对φ300直径不锈钢容器进行拉伸退火。

误区一:只看功率,不看频率
在标准件、紧固件等透热时,当加热工件直径》80mm时,就应选择中
频设备,
此时仍用高频机会造成工件外面“烧流”而里面“黑心”(俗称“烧不透”),
不仅设备
效率大打折扣,还会降低模具寿命甚至造成模具损坏,无形中成本增高,
却不知原因。
误区二:只看输出,不看输入
忽略了设备效率及耗电因素,等购回设备后才发现是“电老虎”,造成买得
起,
用不起的尴尬局面。例如同样是80机,但一个输入功率是80kw,但设
备工作
效率差别很大,尽管也能完成加热要求,但耗电量之大让永和叫苦不跌。
输出80lw的设备输入功率竟高达120kVA。
误区三:只看型号、不看功率
例如将设备单项输入电流120A和输入功率120KVA混为一谈,统称120
机,
致使买回后才发现真正的功率才80KVA,明着占了便宜,实则暗里吃了
亏。
国家标准
超音频感应加热设备是符合国家节能产品,以 IGBT 为主要器件,功率
电路以串联振荡为基本特征,控制电路以频率自动跟踪,多闭环控制为主
要特点。
超音频感应加热设备高集成化、模块化。效率高、性能稳定、安全可靠。
操作步骤
1、通水:启动水泵, 观察出水口水流是否正常。
2、通电:先合闸刀,再接通机器后面的空气开关,然后再打开控制板上
的电源开关。
3、设置:根据需要选择操作模式(全自动、半自动、手动和脚控),自
动和半自动控制时需设置好加热时间、保温时间和冷却时间(每个时间都
不能设为0,否则无法
正常自动循环)。初次使用及没有熟练之前,应选用手动或脚控方式。
4、启动:每次启动前应将加热功率电位器尽量调至最小,待启动后再缓
温调至所需的功率。按下启动按键启动机器,此时面板上加热指示灯亮,
同时会有正常工作的提示声
和工作灯的同步闪烁。
5、观察和测温:在加热过程中主要是用目测的方式根据经验确定何时停
止加热。没有经验的操作者,可用温控器检测工件的温度。
6、停止:当温度达到要求时,按停止按键停止加热。更换工件后再次启
动即可。
7、关机:本机可连继24小时工作,不用时应关断电源开关,长时间不用
时应关闭闸刀或机器后空气开关。关机时应先停电后停水,以利机器内部
的热量和感应圈的热量散发。
注意:机器尽量不要空载工作,更不能长时间空载运行,否则,将影响机
器的性能和稳定性!
维护:在空气环境较差的场所使用时,应防止灰尘进入机器内部,绝不能
有水溅入机
内。要保持冷却水的清洁,定期更换。高温环境应保持空气流通。
公司名称:佛山市顺德区伟迪生精密机电有限公司
公司地址:佛山市顺德区伦教羊额工业区永安路九号
咨询热线:龚小姐13433119639 QQ:1589928491

| 上一篇: 80公斤熔铜炉、70kw化铜炉 | 下一篇: 新余、宜春、鹰潭哪里卖触摸屏冷却一体移动手持式高频加热机 |